Oral solid dose formulations, like tablets and capsules, are the most popular dosage forms for pharmaceutical drugs in the US due to their high medication compliance amongst patients and low manufacturing cost. A bottle of tablets for a monthly prescription can sometimes be manufactured for as low as five dollars, a cost virtually impossible to achieve for other dosage forms such as injectables or topical creams.
Tablets also provide significant advantages for drug developers such as higher shelf-life and ease of transport and storage due to the inherent stability of molecules in dry, non-aqueous formulations.
Tablet Manufacturing Process
The manufacturing process for tablets consists of several key processes:
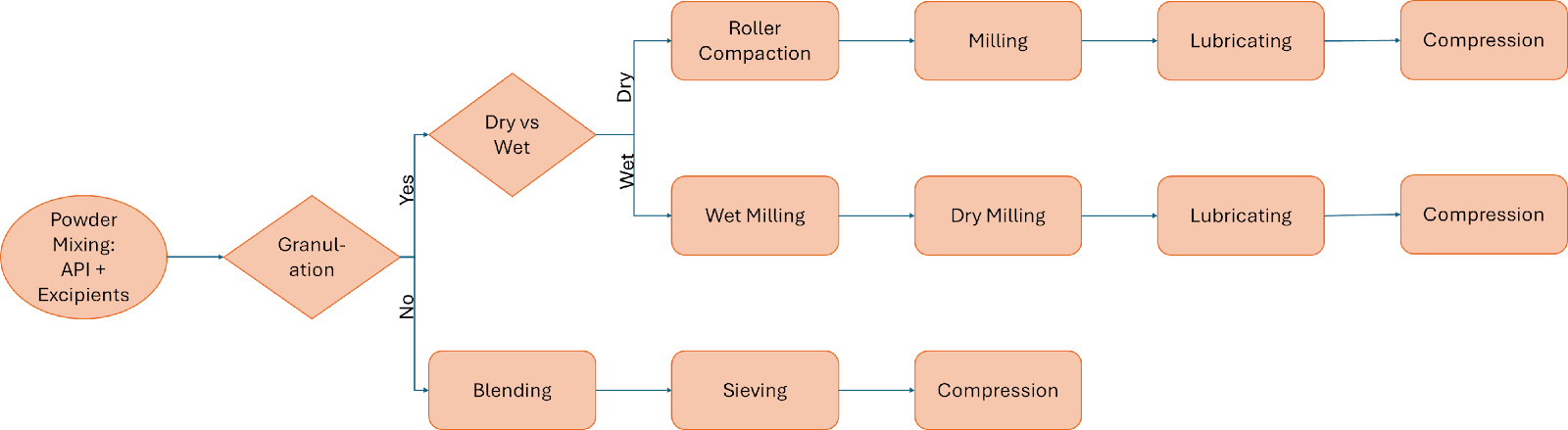
Figure 1: Steps involved in tablet manufacturing
Manufacturers must ensure proper cleaning, maintenance, and equipment setup to achieve elegant tablets and overall pharmaceutical elegance. Before beginning each batch of tablet compression, operators must ensure that the dies and the punches are in perfect condition, all equipment has been cleaned and assembled properly, and there is no cross-contamination from previously manufactured batches. Failure to do so will result in defective tablets and ultimately lead to a complete loss of the batch. Batches of tablets produced with physical defects cannot be shipped out to patients to avoid expensive product recalls.
Types of Tablet Defects
Tablet defects can also be caused due to incorrect formulation and process design. Common tablet defects include:

Figure 2: Chipping defect in tablet
Chipping
Chipping occurs when tiny chunks break off, resulting in tiny indents left on the tablet surface. It is primarily caused by low tablet strength. To detect chipping early, a friability test for in-process specification is required, where the friability should be no less than 1% over 100 rotations.
The ideal tensile strength of a tablet should be no less than 2.3 MPa and the moisture content of granules should be between 1-2.5%. If these requirements are met and chipping persists, changes to the formulation such as increasing or modifying the binder may be required.
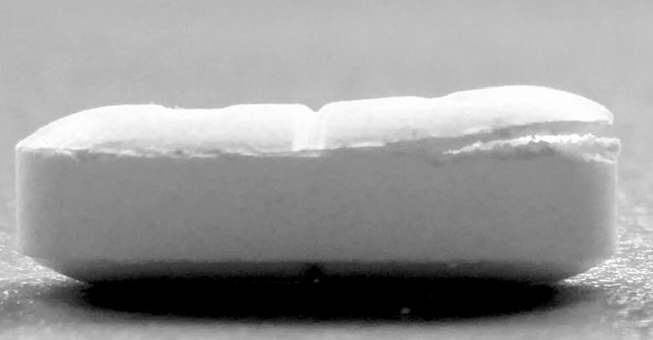
Figure 3 Capping defects in tablets
- Capping
Capping refers to the separation of the top or bottom segment of the tablet. The most common cause of capping is air entrapment during tablet compression. The quickest solution to avoid capping would be to decrease the compression speed or to add a precompression step. Although this fix may reduce capping during compression, we recommend modifying the formulation to avoid capping during commercial manufacturing.

Figure 4: Lamination defect
- Lamination
Lamination is a similar phenomenon to capping, but here the tablet splits into two or more layers after compression. A common cause of lamination is air entrapment, and it can be reduced by modifying process parameters like dwell time and compression force. The use of tapered dies is also recommended to avoid air entrapment. Lamination could also be caused by over-lubrication of the formulation which is commonly observed with excipients like Magnesium Stearate (MgSt). Switching the lubricant or reducing the quantity of lubricant can provide a long-term solution to lamination.
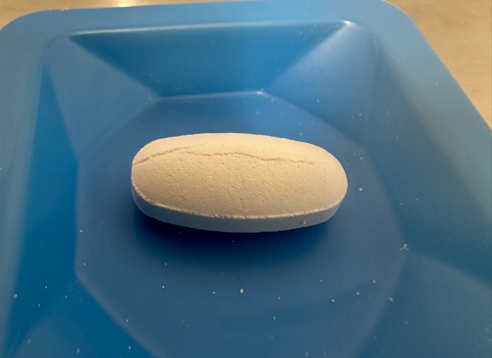
Figure 5 Cracking defect
- Cracking
As the name suggests, cracking refers to the development of tiny cracks on the tablet surface. These can be very easy to miss since microcracks are not always visible to the naked eye. Cracking is caused by rapid expansion of tablets post-compression and can be alleviated by limiting the use of brittle excipients in the drug formulation. Inspecting the tablets immediately after compression and after 24 hours can help to detect cracking during development. Close inspection of the tablets is strongly recommended to detect the presence of these cracks early. Tablet coating also magnifies microcracks which, in some cases, can affect drug release.
If gone undetected, these cracks can propagate during packaging or transport, resulting in patients receiving a damaged product.

Figure 6 Punch sticking
- Punch Sticking
Punch sticking refers to tiny chunks of the formulation getting stuck to the punch heads after compression. Active pharmaceutical ingredients (API) with low melting points and excessive moisture can cause punch sticking due to equipment overheating during manufacturing. It is important to stay vigilant during the compression process for early signs of punch sticking. If the ejection force increases over time, it is an indicator that punch sticking may occur with the formulation during prolonged compression.
For formulations with a higher tendency of punch sticking, a flat tablet punch can generally mitigate this obstacle. However, it must be noted that flat punches cannot be used for coated tablets.

Figure 7: Punch filming as observed on the lower punch
- Punch Filming
Punch filming is a phenomenon where a thin film of drug substance develops on the punch head over time. Depending on the properties of the formulation, the film may grow over time and reduce the tablet size during compression. The most common reason for filming is inadequate lubrication of the formulation. Increasing lubricant levels and using flat tablet punches with bevel edges can help to reduce filming.
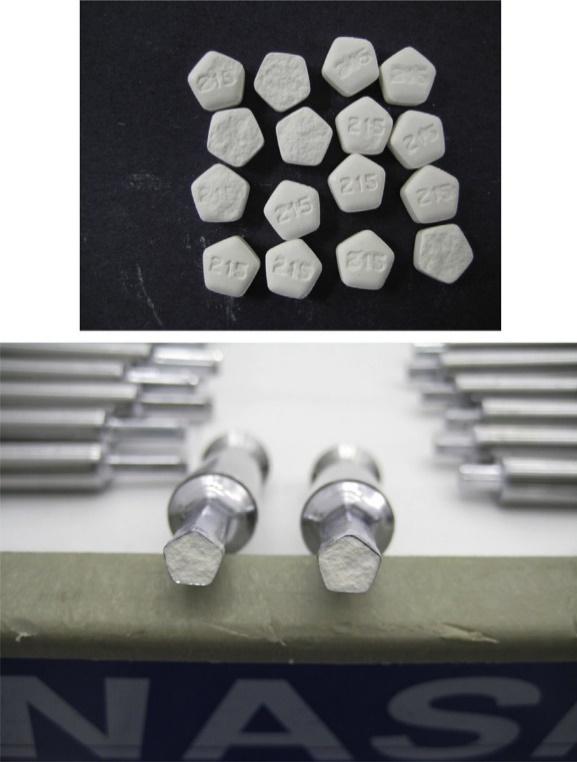
Figure 8 Tablet binding
- Binding
Binding can also be referred to as “worst-case sticking” where the entire tablet or a large chunk of the tablet sticks to the punch head. Common causes of binding are under-lubrication, excessive moisture, and damaged punches. Close monitoring of moisture content is recommended since higher moisture can increase the tendency of tablets to bind to the punch head. Decreasing granule hardness and size can help to eliminate tablet binding as hard granules can cause insufficient lubrication and abrasion to the punch heads.
Instances of tablet binding highlight the importance of using high-quality, properly maintained punches. Performing compression with worn-out punches will directly affect the tablet’s quality.

Figure 9 Mottling Defect
- Mottling
Mottling is the uneven distribution of color on the tablet surface. Commonly seen in wet granulated tablets, mottling is caused by the leaching of colored components of the tablet due to the wet binder, a solvent used during granulation. If artificial coloring is used, it is advised to change the pigment or avoid using it if not required. If the API is colored, the binder system or the solvent would need to be modified to avoid mottling. Reducing the drying temperature can also help in avoiding mottling but it may result in increased manufacturing time for the tablets.
Your Experts in OSD Formulations Manufacturing
Early detection of these tablet defects is extremely important to prevent significant losses during manufacturing. Our team of formulation scientists at Vici Health Sciences has considerable industry experience in oral solid dosage formulations and achieving tablet elegance to meet required specifications high-speed manufacturing. We are proficient at selecting the right excipients based on the API and dose to eliminate potential tablet defects as much as possible.
Vici also performs rapid, inexpensive early-stage R&D studies at our formulation lab in Elkridge, Maryland. These studies can help to preemptively avoid some instances of tablet defects during commercial manufacturing through formulation optimization. Contact us today to discuss your formulation and manufacturing process development needs with one of our experts.